คำแนะนำและเคล็ดลับ
คำแนะนำและเคล็ดลับ
ฉันจะเชื่อม TIG อย่างไร?
สรุป " How-To Weld"
1. สร้างส่วนโค้ง
2. สร้างบ่อเชื่อม
3. เพิ่ม "โลหะ" เติมลงในบ่อในขณะที่ผลักดันเชื่อมบ่อไปตามรอยเชื่อม
4. เก็บส่วนโค้งและปล่อยไฟไว้เหนือบ่อเชื่อมเพื่อป้องกันมันจนบ่อเย็นลง
ฉันจะเตรียมรอยประสานของฉันได้อย่างไร?
การทำความสะอาดบริเวณรอยเชื่อมและโลหะบรรจุเป็นสิ่งสำคัญที่ต้องเตรียม ถอดน้ำมันสิ่งสกปรกคราบสกปรกสีอื่น ๆ การปนเปื้อนเหล่านี้อาจส่งผลให้เกิดความไม่เสถียรทางโค้งหรือรอยเชื่อมที่ปนเปื้อน
อาจต้องใช้การหนีบหากชิ้นงานไม่สามารถรองรับระหว่างการเชื่อม
สร้างรอยเชื่อมสั้น ๆ 1/4 นิ้วตามแนวชิ้นงานเพื่อยึดไว้ด้วยกัน
ฉันจะวางตำแหน่งไฟฉายของ TIG สำหรับข้อต่อประเภทต่างๆได้อย่างไร?
รอยชน

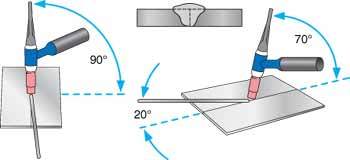
เมื่อเชื่อมข้อต่อก้นให้พอดีกับจุดเชื่อมต่อที่อยู่ติดกัน เมื่อเสร็จสิ้นลดความร้อน (แอมแปร์) เพื่อช่วยในการบรรจุปล่องภูเขาไฟ
ข้อต่อตัก

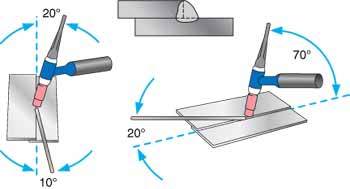
สำหรับการเชื่อมแบบ lap ทำให้เป็นรูปแบบของสระเชื่อมเพื่อให้ขอบของส่วนที่ทับซ้อนกันและพื้นผิวเรียบของชิ้นส่วนที่สองไหลเวียนกัน เนื่องจากขอบจะละลายได้เร็วขึ้นให้จุ่มแถบตัวเติมที่อยู่ติดกับขอบและตรวจสอบให้แน่ใจว่าคุณใช้โลหะฟิลเลอร์เพียงพอในการทำข้อต่อ
T-ร่วม
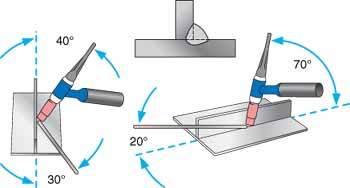
เมื่อเชื่อม T-joint ขอบและพื้นผิวเรียบจะรวมเข้าด้วยกันและขอบจะละลายเร็วขึ้น ดูคบเพลิงเพื่อเพิ่มความร้อนให้กับพื้นผิวที่ราบเรียบและขยายอิเลคโทรดเหนือถ้วยเพื่อเก็บส่วนโค้งที่สั้นลง วางตัวกรองที่ขอบจะละลาย
ข้อต่อมุม

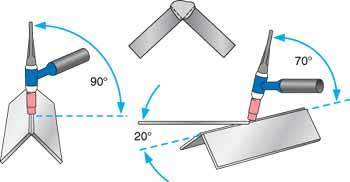
สำหรับข้อต่อมุมทั้งสองด้านของชิ้นส่วนที่อยู่ติดกันควรละลายและควรเชื่อมส่วนเชื่อมประสานไว้กับเส้นกึ่งกลาง ลูกปืนนูนเป็นสิ่งที่จำเป็นสำหรับข้อต่อนี้ดังนั้นจึงจำเป็นต้องใช้โลหะตัวเติมที่เพียงพอ
ฉันจะทำอย่างไรเพื่อปรับปรุงการเริ่มต้นของส่วนโค้ง?
ใช้ทังสเตนขนาดเส้นผ่านศูนย์กลางที่เล็กที่สุดที่เป็นไปได้สำหรับค่าแอมป์ที่คุณใช้อยู่ จับคู่ขนาดอิเล็กโทรดทังสเตนที่มีขนาดของขั้วต่อ
ซื้อทังสเตนที่มีคุณภาพสูงสุด - โปรดสอบถามตัวแทนจำหน่ายของคุณสำหรับผลิตภัณฑ์ทังสเตนที่มีตราของ Miller ใช้ไฟฉายคุณภาพสูงและงานนำเสนอ
เก็บไฟฉายและงานให้สั้นที่สุดเท่าที่จะเป็นไปได้และย้ายแหล่งพลังงานให้ใกล้เคียงกับงานมากที่สุด
ตรวจสอบให้แน่ใจว่าหัวยึดอิเลคโทรด Stick ถูกถอดออกจากตัวเครื่องก่อนที่จะเชื่อม TIG
ตรวจสอบและกระชับการเชื่อมต่อทั้งหมด
เก็บสายไฟไว้บนคอนแทคเลนส์
ใช้แก๊สอาร์กอนในการป้องกันแก๊ส 100%
เมื่อเชื่อมอลูมิเนียมใช้ AC current และ ceriated (gray identifying band) หรือ 1.5% lanthanated (gold identifying band) tungsten
เมื่อเชื่อมเหล็กและเหล็กกล้าไร้สนิมให้ใช้ DC-Straight Polarity (DCEN) และทังสเตน 2% ที่ให้สีทังสเตน เตรียมปลายแหลม
ใช้เทคนิคดันเสมอกับไฟฉาย TIG
เมื่อใช้เชื่อมเนื้อแล้วส่วนของรอยเชื่อมควรเท่ากับความหนาของชิ้นส่วนที่เชื่อม