บ้าน / ทั้งหมด / WELDERS / สินค้าทั้งหมด / PROMIG-500SYN เครื่องเชื่อม MIG แบบพัลส์ความเร็วสูงสำหรับงานอุตสาหกรรมหนัก DPulse
PROMIG-500SYN เครื่องเชื่อม MIG แบบพัลส์ความเร็วสูงสำหรับงานอุตสาหกรรมหนัก DPulse

| หุ้น | |
|---|---|
| แคตตาล็อกสินค้า | สินค้าทั้งหมด |
| English details | PROMIG 500XP Heavy Industrial High Speed Pulse MIG Welder |
| แบรนด์ | TOPWELL |
| แรงดันไฟฟ้าขาเข้า | 3PH ~ 400V ± 15% |
| จัดอันดับเอาท์พุต(40℃) 100% | MIG: 500A/39V |
| คุณสมบัติ | พัลส์ความเร็วสูง, สปัตเตอร์ต่ำมาก, พัลส์ไฮบริด |
| ดาวน์โหลด |
สำหรับข้อมูลเพิ่มเติม
รายละเอียด
สเปกด่วน
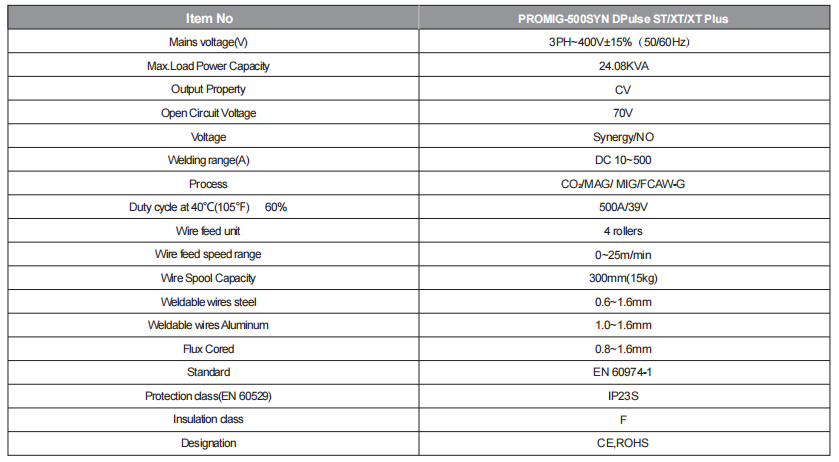
PROMIG-500SYN DPulse
แรงดันไฟฟ้าขาเข้า3PH ~ 400V ± 15%
ช่วงเอาท์พุท10A ~ 500A
จัดอันดับเอาท์พุต(40℃) 60%500A / 39V
น้ำหนักสุทธิ94กก.
เครื่องป้อนลวด4-Rollers
กระบวนการเครื่องจักร
สติ๊ก (SMAW)
ฟลักซ์คอร์ (FCAW)
MIG (GMAW)
MIG แบบพัลซ์ (GMAW-P)
MIG แบบพัลซิ่งคู่ (GMAW-DP)
MIG แบบพัลซ์ความเร็วสูง (GMAW-HSP)
งานอุตสาหกรรม
อาคารเรือ เรือ และเรือยอชท์
การผลิตทั่วไป
การผลิตทั่วไป
การผลิตเหล็กโครงสร้าง
การขนส่ง
การผลิตแผ่นโลหะ
หลอดเกจวัดแสงและแผ่น
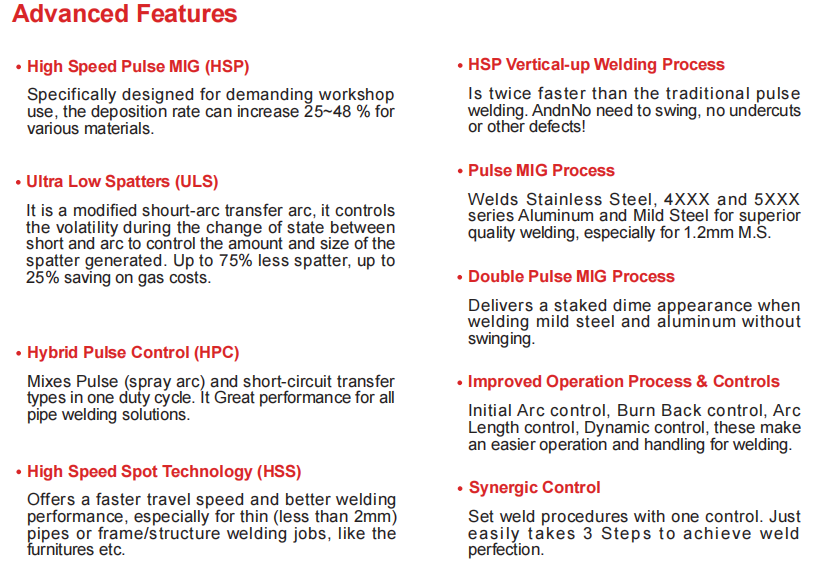
HSP—เทคโนโลยีพัลส์ความเร็วสูง
ออกแบบมาโดยเฉพาะสำหรับการใช้งานในเวิร์กช็อปที่มีความต้องการสูงอัตราการสะสมสามารถเพิ่ม 25~48% สำหรับวัสดุต่างๆไม่ว่าจะใช้ในการผลิตวัสดุหรือแผ่นหนาโลหะ.
กระบวนการพัลส์ความเร็วสูง (HSP) ช่วยให้คุณประหยัดได้เวลา เงิน และพลังงาน เมื่อเทียบกับชีพจรแบบเดิมๆการเชื่อม กระบวนการนี้พร้อมที่จะเพิ่มการเชื่อมแบบพัลส์เป็น aระดับใหม่ทั้งหมด!
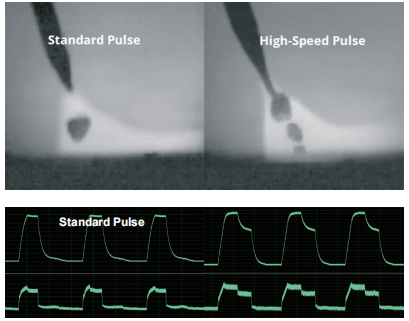
โดยทั่วไป หนึ่งพัลส์ละลายหนึ่งหยด แต่เราเพิ่มการส่งละอองเหล่านี้โดย New . ของ TOPWELLกระบวนการพัลส์ความเร็วสูง การเปลี่ยนแปลงจะเร็วขึ้นโซน HAZ ที่แคบลงและการเจาะลึก!
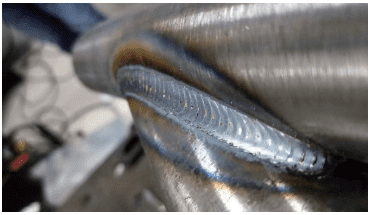
ได้รอยเชื่อมที่ดีขึ้น
ป้อนความร้อนน้อยลง, กระเด็นน้อยลง, ทำใหม่น้อยลง
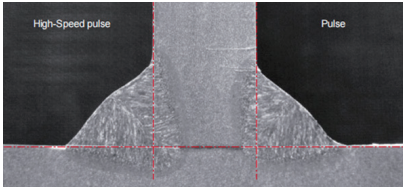
รับแรงเชื่อมที่สูงขึ้น
เจาะลึกไม่มีข้อบกพร่องด้านใต้มีความแข็งแรงสูง
กระบวนการเชื่อมแนวตั้ง HSP
HSP ที่ปรับให้เหมาะสมสำหรับการเชื่อมเนื้อ (FW) เสร็จสมบูรณ์โดยใช้
การเชื่อม PF (ในตำแหน่งแนวตั้งขึ้น); สามารถใช้เพื่อ
ได้ประโยชน์อย่างมากในตำแหน่งเชื่อมอื่นๆ
สำหรับ TOPWELL PROMIG Series, HSP เร็วขึ้นประมาณ 70%,
ความก้าวหน้าที่ยิ่งใหญ่สำหรับทุกคนในการเชื่อมแนวตั้ง
ตะเข็บ. ระดับใหม่ทั้งหมด !
ไม่ต้องแกว่ง ! ไม่มีบ่าหรือข้อบกพร่องอื่น ๆ !
ความเร็วของการเชื่อม PF โดย HSP เป็นสองเท่าของ
การเชื่อมแบบพัลส์แบบดั้งเดิม
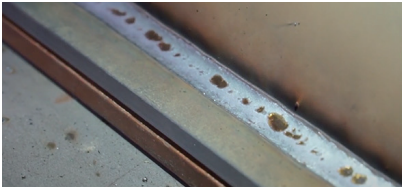
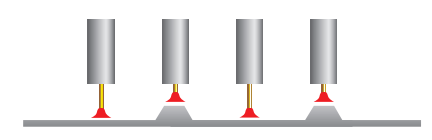
ULS - เทคโนโลยีการกระเจิงต่ำเป็นพิเศษ
กระบวนการ ULS เป็นอาร์คการถ่ายโอน shourt-arc ที่แก้ไขแล้ว มัน
ควบคุมความผันผวนระหว่างการเปลี่ยนสถานะระหว่าง
สั้นและโค้งเพื่อควบคุมปริมาณและขนาดของโปรยลงมา
สร้างขึ้น เป็นหลักการของการครองราชย์ที่กระแสค่อนข้างต่ำ
consti ระดับ tutes ความแตกต่างที่สำคัญเกี่ยวกับ
อาร์คการถ่ายโอนมาตรฐาน ไฟฟ้าลัดวงจรถูกกระตุ้นที่a
ระดับกระแสต่ำซึ่งนำไปสู่การครองราชย์ที่นุ่มนวลและมีเสถียรภาพ
กระบวนการเชื่อม

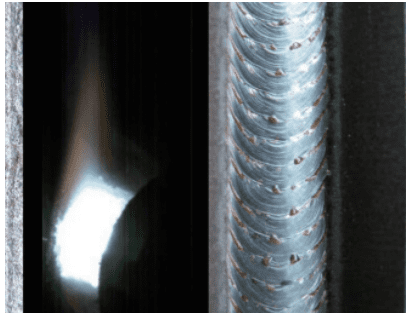
ประสิทธิภาพการกระเซ็นต่ำเป็นพิเศษใน CO2กระบวนการเชื่อม
• สั้น-Arcเป็นวิธีการโอนสายที่ใช้บ่อยสำหรับการเชื่อมวัสดุบางน้อยกว่า 3 มม. และโดยธรรมชาติเป็นกระบวนการเชื่อมที่ทำให้เกิดการกระเด็นซึ่งสามารถยึดติดกับชิ้นส่วน อุปกรณ์เชื่อม ภายในหัวฉีดต้องใช้เวลาทำความสะอาดเพิ่มเติม โปรยลงมาส่วนใหญ่เกิดขึ้นเมื่อกระบวนการเปลี่ยนสถานะระหว่างช็อตและอาร์คซึ่งสามารถเกิดขึ้นได้มากกว่าหนึ่งร้อยครั้งต่อวินาที การเปลี่ยนแปลงนี้ส่งผลให้เกิดการเปลี่ยนแปลงครั้งใหญ่เพื่อควบคุมความผันผวนระหว่างการเปลี่ยนสถานะระหว่าง short และ arc เพื่อควบคุมปริมาณและขนาดของโปรยลงมา
การควบคุมรูปคลื่นที่ทำให้การถ่ายโอนหยดใน CO . เสถียร2งานเชื่อม
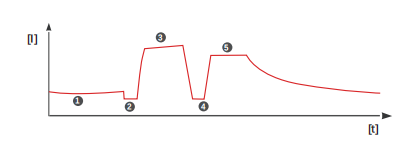
•การควบคุมระยะสั้นเบื้องต้นลดค่าแอมแปร์ทันทีหลังจากลัดวงจรซึ่งทำให้ช็อตสั้นลดการกระเด็นที่เกิดจากการสะบัดลวดให้น้อยที่สุด
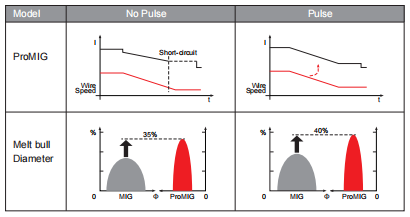
กระบวนการ MIG แบบ Double Pulse
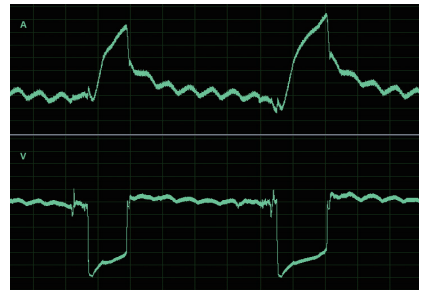
•การควบคุมคอตรวจจับโมเมนต์หยดการปลดเริ่มที่คอแล้วลด .อย่างรวดเร็วแอมแปร์ก่อนเผยแพร่สั้น ปล่อยเรื่องสั้นที่แอมแปร์ที่ต่ำกว่าจะลดพลังงานเอฟเฟกต์ฟิวส์
•การควบคุมการถ่ายโอนที่เสถียรแอมแปร์ที่เพิ่มขึ้นโดยตรงหลังจากปล่อยสั้น การเพิ่มแอมแปร์เผาลวดอย่างรวดเร็วเพื่อป้องกันการลัดวงจรที่สองการเผาไหม้เร็วขึ้นจะสร้างหยดเร็วขึ้นและลดเวลาอาร์คทั้งหมดซึ่งเพิ่มความถี่และให้ส่วนโค้งที่คมชัด สำหรับกระบวนการ CO2ที่ยับยั้งการสั่นสะท้านของสระเชื่อมการลัดวงจรรอง
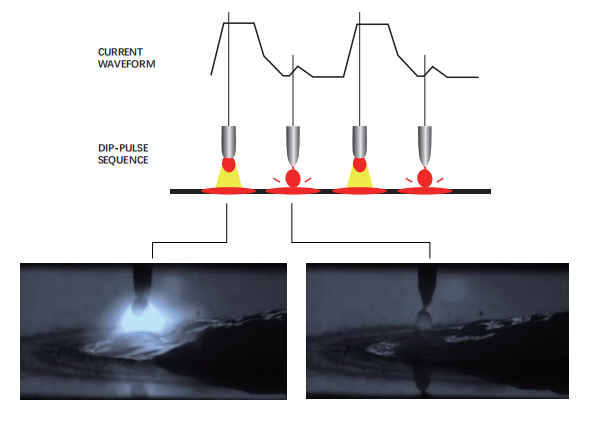
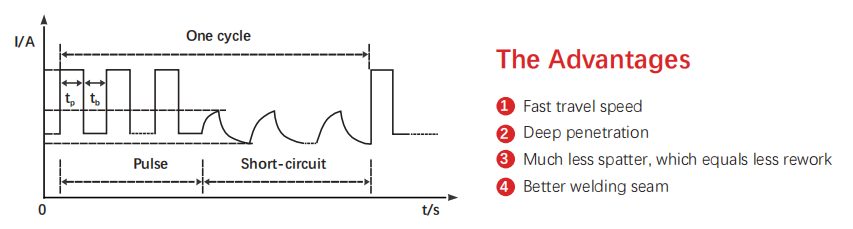
HPC - การควบคุมชีพจรแบบไฮบริด
HPC-Hybrid Pulse Controls คือควบคุมรูปคลื่นประสานกันตัวแปรควบคุมกระบวนการเชื่อมนำไปใช้ในการเชื่อม MIG ซึ่ง Pulse(อาร์คสเปรย์) และการถ่ายโอนไฟฟ้าลัดวงจรประเภทในรอบการทำงานเดียว มันสั้นลวดระหว่างแต่ละกระแสฐาน(Dip-Pulse) และรูปแบบ One-Pulseโอนแบบจุ่มเดียว มันช่วยให้ข้อดีของการโอนทั้งสองแบบซึ่งให้ทิศทางที่ยอดเยี่ยมความมั่นคงการเจาะลึกและฟรีกระเด็น
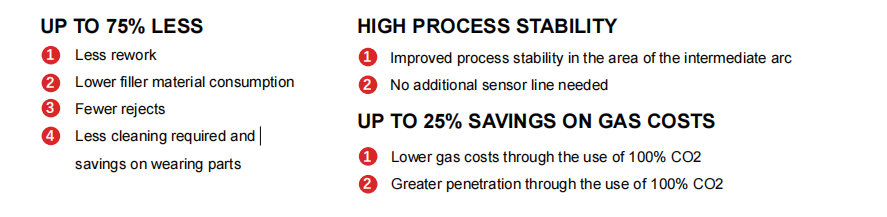
ข้อดี
* เสถียรภาพทิศทางสูง
* เจาะลึก
* โปรยลงมาน้อยกว่ามากซึ่งเท่ากับการทำงานซ้ำน้อยลง
* ทำความสะอาดน้อยลงและประหยัดชิ้นส่วนที่สวมใส่
* ผลลัพธ์ที่โดดเด่นสำหรับการแก้ปัญหาการเชื่อมท่อ,
โดยเฉพาะอย่างยิ่งสำหรับแนวตั้ง-u
HPC—การควบคุมชีพจรแบบไฮบริด



HSS - เทคโนโลยีสปอตความเร็วสูง
HSS คือการเชื่อมแบบจุดด้วยความเร็วสูงซึ่งใช้เทคโนโลยีการสลับที่ราบรื่นของการลัดวงจรและชีพจร. โดยการสลับเอาต์พุตพัลส์และกระแสไฟลัดวงจร สระหลอมเหลวจะถูกทำให้ร้อนและเย็นลงเป็นระยะ ๆ ทำให้เกิดลายเกล็ดปลา โดยการปรับความถี่และรอบการทำงานของพัลส์และไฟฟ้าลัดวงจรสามารถปรับรูปร่างของเกล็ดปลาได้ตามใจชอบ
การประยุกต์ใช้HSS
งานเชื่อมท่อหรือโครง/โครงสร้างที่บาง (น้อยกว่า 2 มม.) เช่น เฟอร์นิเจอร์ ฯลฯ

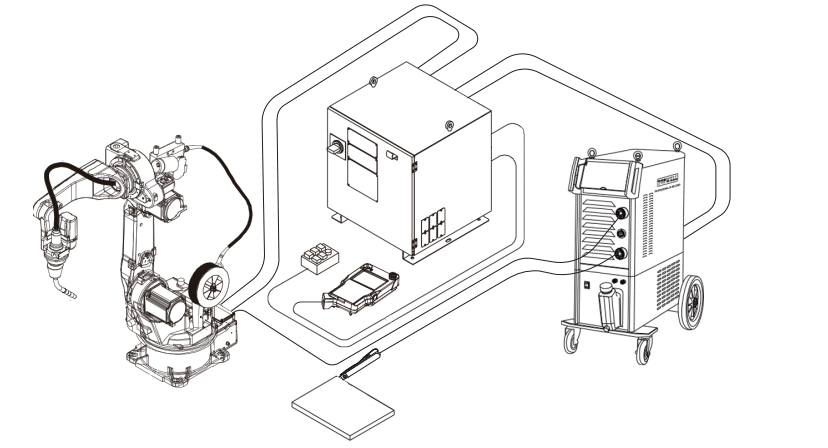
ULS/HPC/HSS ได้รับการออกแบบสำหรับการเชื่อมด้วยหุ่นยนต์หรือ Carriage
เชื่อมด้วย Robot หรือ Carriage เพื่อประสิทธิภาพที่ดีเยี่ยม
กระบวนการ MIG แบบพัลส์คู่
เมื่อเทียบกับ Double Pulse แบบดั้งเดิม กระบวนการ Double Pulse ความเร็วสูงสามารถเพิ่มความเร็วในการเชื่อมได้ประมาณ25%. คุณภาพการเชื่อมเทียบได้กับกระบวนการ TIG ไม่จำเป็นต้องแกว่ง คุณสามารถเชื่อมได้อย่างสวยงามตะเข็บที่มีอินพุตความร้อนคอนโทรลเลอร์ต่ำลงอย่างมากในชิ้นงาน
ส่งผลให้มีการบิดเบือนที่ต่ำกว่ามากและการทำงานซ้ำน้อยลง เหมาะอย่างยิ่งสำหรับการเชื่อมแผ่นอลูมิเนียมบางหรือ SS
ด้วยกระบวนการ High-Speed Double Pulse การป้อนความร้อนของส่วนโค้งจะสลับกัน ซึ่งช่วยลดการป้อนความร้อนของโลหะพื้นฐานได้อย่างมีประสิทธิภาพช่วยลดการเกิดข้อบกพร่องในการเชื่อม เช่น รอยแตกร้าว

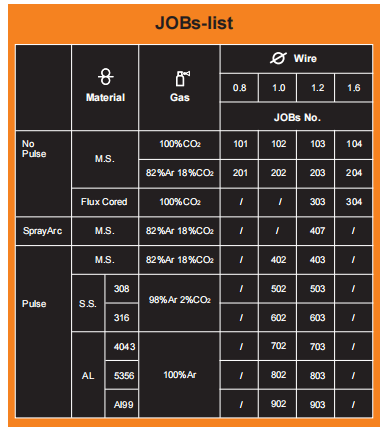
ควบคุมการทำงานร่วมกันด้วยรายการงาน
การแสดงรายการงานนั้นควบคุมได้ง่ายและเป็นธรรมชาติ
ผ่านส่วนต่อประสานกราฟิกกับผู้ใช้ เรารวบรวม
โค้งมนที่สมบูรณ์แบบในทุกตำแหน่งงาน อย่างสูง
การเชื่อมหลายกระบวนการที่มีประสิทธิภาพของเหล็กกล้าคาร์บอนและ
สแตนเลสและโลหะผสมอลูมิเนียม การดำเนินงานคือง่ายกว่าที่เคย
ปรับปรุงกระบวนการทำงานและการควบคุม
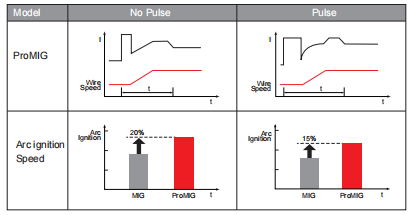
การควบคุมส่วนโค้งเริ่มต้น
เราควบคุมพลังงานอาร์คโดยการเชื่อมรูปคลื่น ดังนั้น
อัตราความสำเร็จของการจุดระเบิดอาร์คสามารถปรับปรุงและรวดเร็ว
สร้างสระหลอมเหลว
เบิร์นแบ็คคอนโทรล
หน่วงเวลาปรับได้ระหว่างการปิดส่วนโค้งและ
ฟีดลวดเพื่อป้องกันไม่ให้ลวดเกาะติดกับแอ่งน้ำ
การควบคุมความยาวส่วนโค้ง
โดยการเปลี่ยนระยะห่างระหว่างหัวตัดกับชิ้นงาน
ตอนนี้คุณสามารถตอบสนองได้ง่ายขึ้นมากในการควบคุมส่วนโค้ง
เช่น การเปลี่ยนขนาดช่องว่างหรือส่วนโค้ง เป็นต้น
อย่างสังหรณ์ใจและมีประสิทธิภาพมากขึ้น!
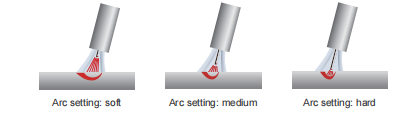
การควบคุมแบบไดนามิก
การควบคุมแบบไดนามิกช่วยให้ช่างเชื่อมสามารถ . ได้เป็นครั้งแรก
ปรับเครื่องเชื่อมแบบพัลส์ให้หลากหลายงานและตำแหน่งงานเชื่อมตลอดจนเรื่องส่วนตัว
การตั้งค่า ช่างเชื่อมสามารถใช้ตัวควบคุมโดยตรง
เข้าถึงลักษณะส่วนโค้งและเปลี่ยนจากอ่อนเป็น
แข็ง.
ข้อมูลจำเพาะ
วิดีโอ
คุณยังอาจต้องการ

กดดึง 401W

SGT 18

เท้าเหยียบ
รถขน



