บ้าน / ทั้งหมด / WELDERS / สินค้าทั้งหมด / เครื่องเชื่อม MIG แบบ Double Pulse ความเร็วสูง PROMIG-500SYN DPulse
เครื่องเชื่อม MIG แบบ Double Pulse ความเร็วสูง PROMIG-500SYN DPulse




| หุ้น | |
|---|---|
| แคตตาล็อกสินค้า | สินค้าทั้งหมด |
| English details | High Speed Double Pulse MIG process mig welder PROMIG 500XP |
| แบรนด์ | TOPWELL |
| ข้อมูลจำเพาะของสินค้า | PROMIG-500SYN DPulse |
| จัดอันดับแรงดันไฟฟ้า | 3PH ~ 400V +15% |
| MAX.โหลดความจุพลังงาน | 24.08KVA |
| ช่วงความเร็วในการป้อนลวด | 0-25m / นาที |
| การรับประกัน | รับประกัน 1 ปี |
| มิติ | 960x420x1400mm |
| ท่าเรือ | หนิงโป/เซี่ยงไฮ้ |
| การชำระเงิน | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| ดาวน์โหลด |
สำหรับข้อมูลเพิ่มเติม
รายละเอียด
การเชื่อม MIG แบบพัลส์ความเร็วสูง
PROMIG 500SYN DPulse
การควบคุมการทำงานร่วมกัน
ปรับปรุงกระบวนการและการควบคุมการปฏิบัติงาน
พัลส์ความเร็วสูง (HSP)
พัลส์คู่ความเร็วสูง (HDP)
สเปรย์อาร์คความเร็วสูง (HSA)
ไมโครดับเบิ้ลโปรเซส (MDP)
โปรยลงมาต่ำมาก (ULS)
การควบคุมพัลส์แบบไฮบริด (HPC)
จุดความเร็วสูง (HSS)

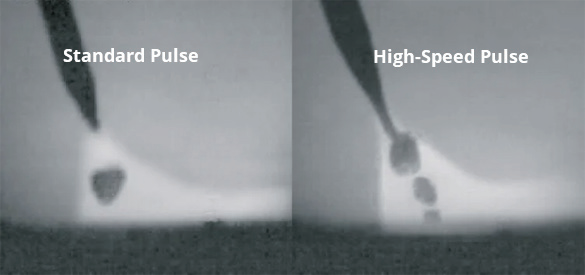
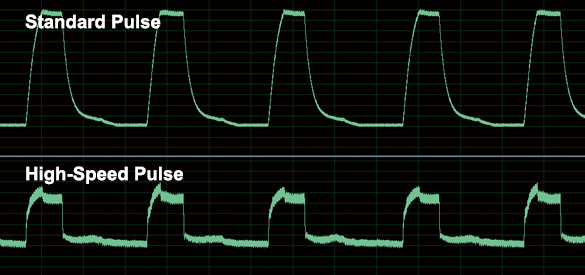
HSP - พัลส์ความเร็วสูง
- ออกแบบมาโดยเฉพาะสำหรับการใช้งานในโรงงานที่มีความต้องการสูง อัตราการสะสมสามารถเพิ่ม 25 ~ 48% สำหรับวัสดุต่างๆ ไม่ว่าจะใช้ในการผลิตวัสดุหนาหรือโลหะแผ่น
- กระบวนการพัลส์ความเร็วสูง (HSP) ช่วยให้คุณประหยัดเวลา เงิน และพลังงาน เมื่อเทียบกับการเชื่อมแบบพัลส์แบบดั้งเดิม กระบวนการนี้พร้อมที่จะยกระดับการเชื่อมแบบพัลส์ไปสู่ระดับใหม่ทั้งหมด!
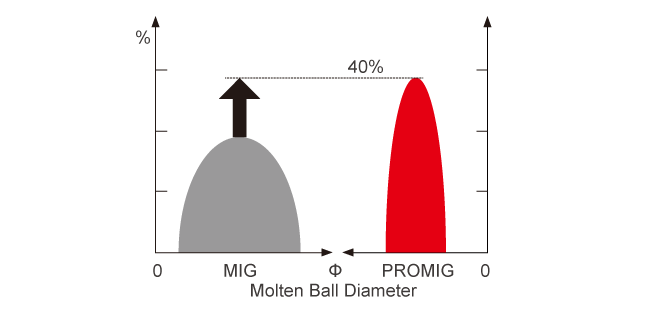
- โดยทั่วไป หนึ่งพัลส์ละลายหนึ่งหยด แต่เราเพิ่มการส่งของหยดเหล่านี้โดยกระบวนการพัลส์ความเร็วสูงแบบใหม่ของ TOPWELL การเปลี่ยนแปลงจะเร็วขึ้น โซน HAZ ที่แคบลง และการเจาะลึก!
ได้รอยเชื่อมที่ดีขึ้น
ป้อนความร้อนน้อยลง, กระเด็นน้อยลง, ทำใหม่น้อยลง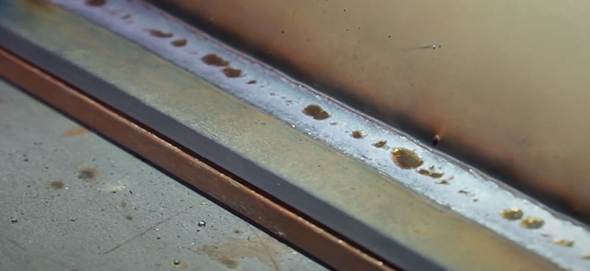
รับแรงเชื่อมที่สูงขึ้น
เจาะลึกไม่มีข้อบกพร่องด้านใต้มีความแข็งแรงสูง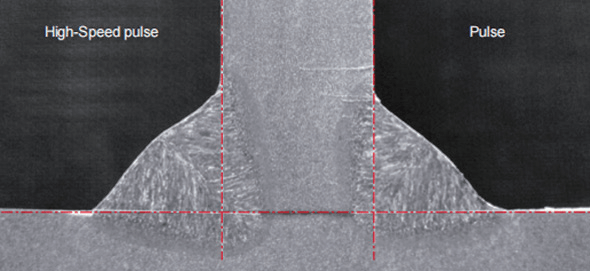
HPC - การควบคุมชีพจรแบบไฮบริด
กุญแจสำคัญคือรูปแบบการควบคุมกระบวนการเชื่อมที่ควบคุมด้วยรูปคลื่น synergetic ที่ใช้ในการเชื่อม MIG ซึ่งเป็นประเภทพัลส์ (สเปรย์อาร์ค) และประเภทการถ่ายเทไฟฟ้าลัดวงจรในรอบการทำงานเดียว มันให้ความเสถียรของทิศทางที่ยอดเยี่ยม การเจาะลึกและการกระเซ็นอิสระ
กระบวนการเชื่อมแนวตั้ง HPC
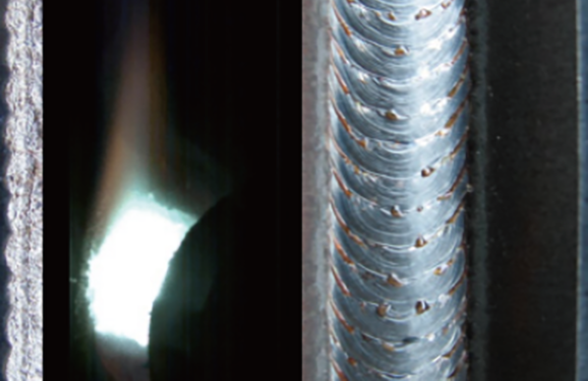
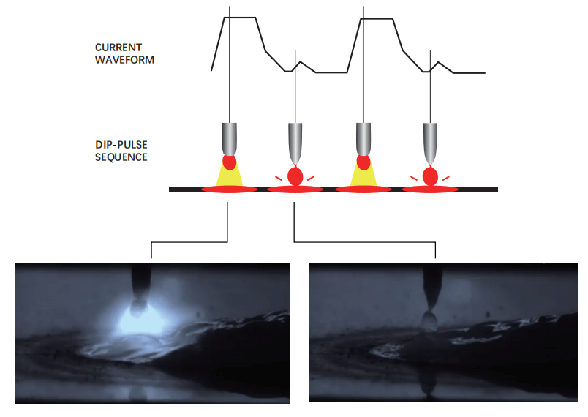
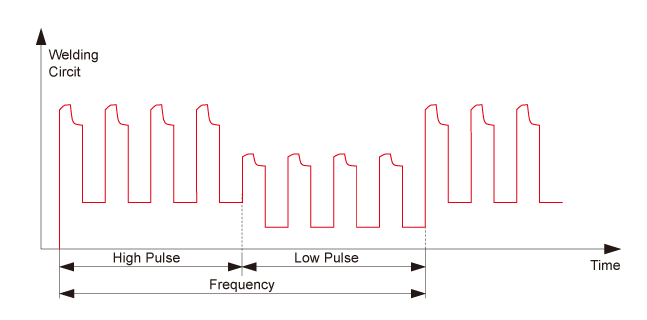
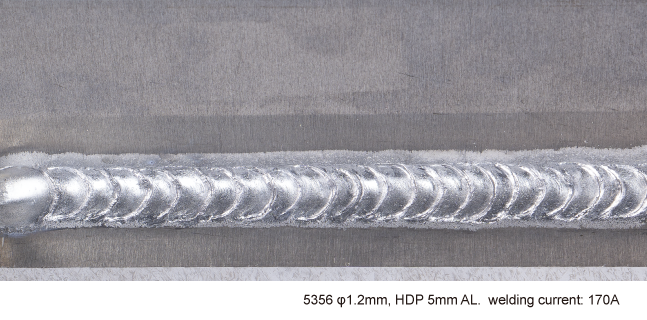
HDP - พัลส์คู่ความเร็วสูง
HDP คือพัลส์คู่ความเร็วสูง เฟสพัลส์สูงและต่ำของพัลส์คู่ทำงานกับกระบวนการพัลส์ความเร็วสูง อัตราการสะสมเพิ่มขึ้นถึง 30% ประสิทธิภาพการเชื่อมดีขึ้นกว่าพัลส์คู่มาตรฐานอย่างมีนัยสำคัญ เส้นโค้งการเชื่อมแบบมืออาชีพสำหรับการควบคุมเฟสการทำความร้อนและความเย็นที่ยอดเยี่ยม ช่วยให้มั่นใจได้ถึงพลังงานที่ป้อนเข้าที่แม่นยำ การกระเจิงต่ำ ความเพี้ยนต่ำ และลักษณะการเชื่อมที่สวยงามเหมือน TIG HDP เหมาะอย่างยิ่งสำหรับการเชื่อมผนังปานกลางถึงหนา โดยเฉพาะอย่างยิ่งสำหรับงานอะลูมิเนียมและเหล็กกล้า
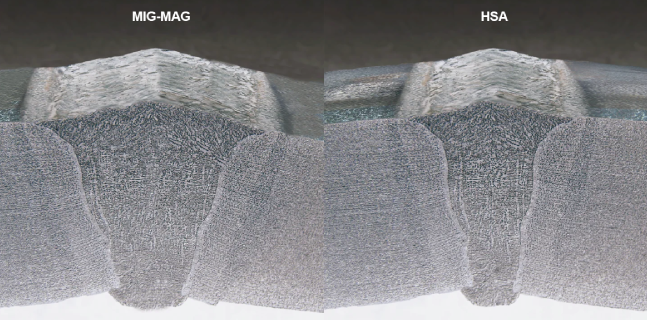
HSA - สเปรย์ฉีดความเร็วสูง Arc
การผสมผสานที่ลงตัวของส่วนโค้งที่มีความเข้มข้นสูงและมีเสถียรภาพสูงพร้อมความหนาแน่นสูง HSA ให้การเจาะลึก โซนความร้อนที่แคบลง ช่วยให้มุมเปิดเล็กลงสำหรับการเชื่อมหลายชั้น ช่วยเพิ่มความเร็วในการเชื่อมได้เร็วกว่าการเชื่อม MIG-MAG ทั่วไปถึง 30% ทำให้การเชื่อมมีประสิทธิภาพและประหยัดมากขึ้น

MDP - กระบวนการไมโครคู่
MDP คือ Micro Double Process ซึ่งแม่นยำเป็นพิเศษในการควบคุมกระบวนการที่ควบคุมด้วยรูปคลื่นพัลส์ที่ประสานการทำงานร่วมกัน ปรับบั้งรอยเชื่อมได้อย่างอิสระจากหยาบไปจนถึงละเอียด กุญแจสำคัญคือเมื่อพัลส์สูงและต่ำสลับกัน จะไม่มีการก่อตัวของหยดในเฟสพัลส์ต่ำ ข้อดีของ MDP คือการป้อนพลังงานที่แม่นยำ ความเพี้ยนต่ำ ลักษณะการเชื่อมที่สมบูรณ์แบบเหมือน TIG ที่ใครๆ ก็สร้างขึ้นได้อย่างง่ายดาย และความสามารถในการเชื่อมสามารถทำได้เร็วกว่า TIG ทั่วไปถึงสองเท่า MDP เหมาะอย่างยิ่งสำหรับการใช้งานที่มีผนังบางถึงปานกลาง (1-8 มม.) อะลูมิเนียม เหล็ก และ CrNi เช่น โครง โต๊ะ เตียง และโครงสร้างเฟอร์นิเจอร์

ULS - การกระเด็นต่ำเป็นพิเศษ
กระบวนการ ULS คือส่วนโค้งการถ่ายโอนส่วนโค้งสั้นที่ได้รับการดัดแปลง โดยจะควบคุมความผันผวนระหว่างการเปลี่ยนสถานะระหว่างส่วนโค้งสั้นและส่วนโค้งเพื่อควบคุมปริมาณและขนาดของการกระเจิงที่สร้างขึ้น แม้ในการเชื่อมด้วย CO2 และ MAG ก็สามารถลดการกระเด็นได้ ซึ่งหมายความว่าต้องทำงานซ้ำน้อยลง มีการคัดแยกน้อยลง ทำความสะอาดน้อยลง และประหยัดชิ้นส่วนที่สึกหรอ
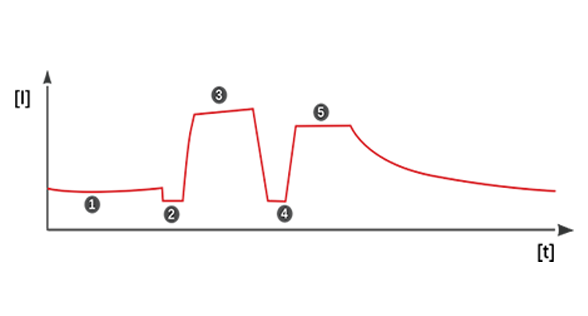

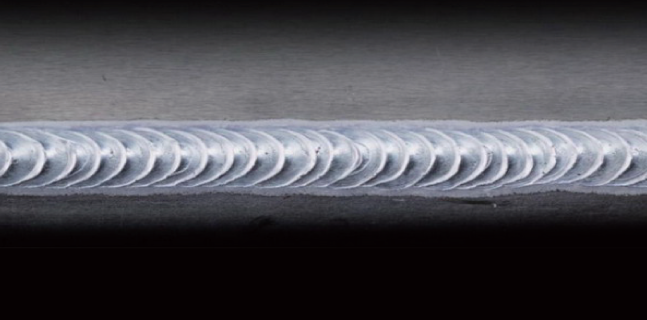
HSS - เทคโนโลยีสปอตความเร็วสูง
HSS คือการเชื่อมแบบจุดด้วยความเร็วสูง ซึ่งผสมผสานกระบวนการเชื่อม ฟิสิกส์ของอาร์ค การตอบสนองพลังงานไดนามิกสูง และเทคโนโลยีการควบคุมมอเตอร์ที่ทรงพลัง เวลาในการจุดไฟอาร์คและเวลาสิ้นสุดของอาร์คได้อย่างลงตัว รอบการเชื่อมแบบจุดเสร็จสิ้นอย่างรวดเร็ว วนซ้ำแล้วซ้ำอีก โดยการปรับช่องว่างเวลากับหุ่นยนต์เพื่อให้ได้เกล็ดปลาที่คุณต้องการ รอยเชื่อมมีความชัดเจนและสวยงาม
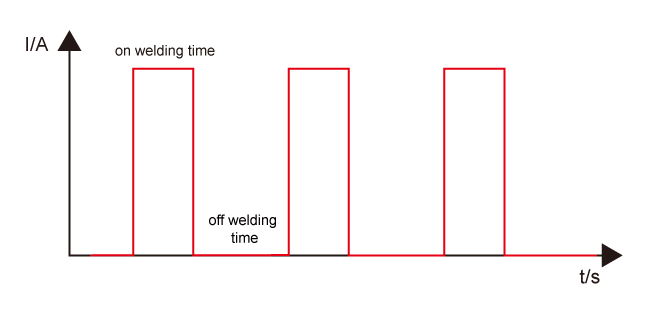
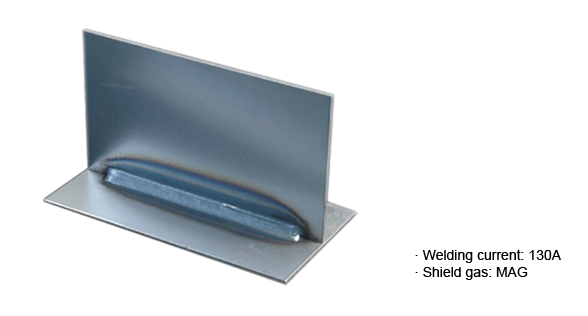
การเชื่อมแท็ค: โดยหุ่นยนต์

ใช้กันอย่างแพร่หลายกับท่อบาง (ความหนา≤2มม.) หรืองานเชื่อมโครง/โครงสร้าง
HSS - เทคโนโลยีสปอตความเร็วสูง
HSS คือการเชื่อมแบบจุดด้วยความเร็วสูง ซึ่งผสมผสานกระบวนการเชื่อม ฟิสิกส์ของอาร์ค การตอบสนองพลังงานไดนามิกสูง และเทคโนโลยีการควบคุมมอเตอร์ที่ทรงพลัง เวลาในการจุดไฟอาร์คและเวลาสิ้นสุดของอาร์คได้อย่างลงตัว รอบการเชื่อมแบบจุดเสร็จสิ้นอย่างรวดเร็ว วนซ้ำแล้วซ้ำอีก โดยการปรับช่องว่างเวลากับหุ่นยนต์เพื่อให้ได้เกล็ดปลาที่คุณต้องการ รอยเชื่อมมีความชัดเจนและสวยงาม
| ข้อกำหนดในการเชื่อมด้วยหุ่นยนต์ | |
การควบคุมการทำงานร่วมกัน | ● |
ชีพจร MIG | ● |
HSP | ● |
HDP | ● |
HSA | ๐ |
| MDP | ● |
| ULS | ๐ |
| HPC | ๐ |
| HSS | ๐ |
●มาตรฐาน ๐ไม่จำเป็น
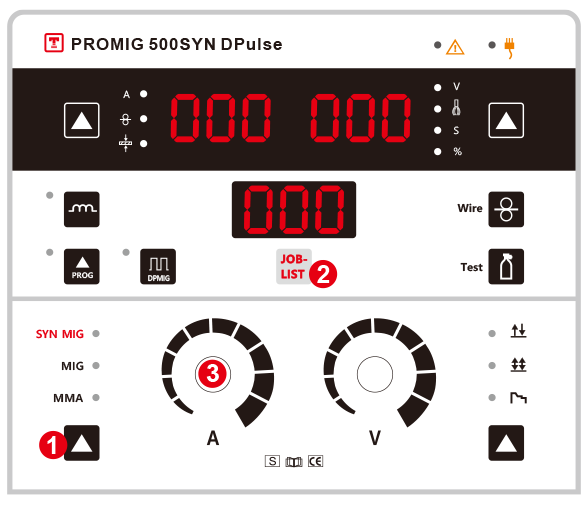
ใช้งานง่าย
3 ขั้นตอนเพื่อให้ได้งานเชื่อมที่สมบูรณ์แบบ
1. เลือกโหมดการทำงาน
2. เลือกหมายเลขรายการงาน
3. ปรับกระแสเชื่อม
(การตั้งค่าที่สมบูรณ์แบบโดยฟังก์ชัน synergic เสมอโดยใช้ความหนาของวัสดุ)
ควบคุมการทำงานร่วมกันด้วยรายการงาน
การแสดงรายการงานนั้นควบคุมได้ง่ายและเป็นธรรมชาติผ่านอินเทอร์เฟซผู้ใช้แบบกราฟิก เราประกอบส่วนโค้งการเชื่อมที่สมบูรณ์แบบในทุกตำแหน่งงาน สำหรับการเชื่อมแบบหลายกระบวนการที่มีประสิทธิภาพสูงของเหล็กกล้าคาร์บอน สแตนเลส และโลหะผสมอลูมิเนียม ดำเนินการได้ง่ายกว่าที่เคย

ปรับปรุงกระบวนการและการควบคุมการปฏิบัติงาน
การควบคุมความยาวส่วนโค้ง
ด้วยการควบคุมความยาวส่วนโค้ง ไม่ว่าระยะห่างระหว่างหัวตัดกับชิ้นงานหรือแรงดันไฟในการเชื่อมจะเปลี่ยนไป ความยาวส่วนโค้งจะคงที่ และคุณภาพและลักษณะของตะเข็บจะไม่เปลี่ยนแปลง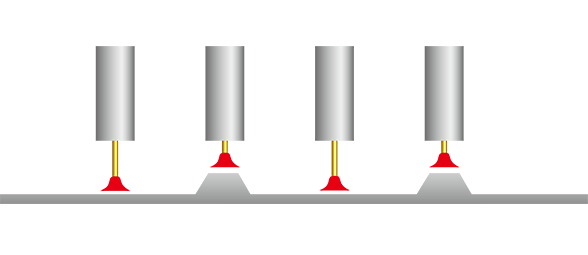
การควบคุมแบบไดนามิก
ส่วนโค้งสามารถปรับได้ง่ายขึ้นอยู่กับชิ้นงานและตำแหน่งตลอดจนความชอบส่วนบุคคลของช่างเชื่อมผ่าน Dynamic Control การเปลี่ยนส่วนโค้งเป็นแบบอ่อนหรือแข็งหรือที่ใดก็ได้ในระหว่างนั้น ช่วยเพิ่มความน่าเชื่อถือสำหรับการก่อตัวรากที่ดีและการรวมด้านข้าง แม้จะอยู่ในตำแหน่งที่ไม่เหมาะของคบเพลิง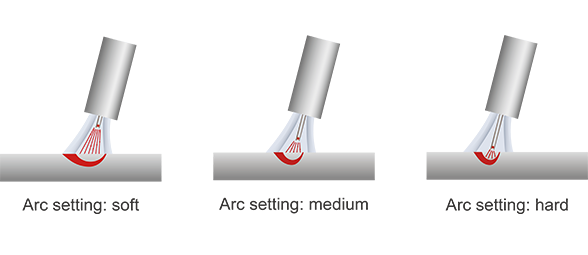
ปรับปรุงกระบวนการและการควบคุมการปฏิบัติงาน
HSS คือการเชื่อมแบบจุดด้วยความเร็วสูง ซึ่งผสมผสานกระบวนการเชื่อม ฟิสิกส์ของอาร์ค การตอบสนองพลังงานไดนามิกสูง และเทคโนโลยีการควบคุมมอเตอร์ที่ทรงพลัง เวลาในการจุดไฟอาร์คและเวลาสิ้นสุดของอาร์คได้อย่างลงตัว รอบการเชื่อมแบบจุดเสร็จสิ้นอย่างรวดเร็ว วนซ้ำแล้วซ้ำอีก โดยการปรับช่องว่างเวลากับหุ่นยนต์เพื่อให้ได้เกล็ดปลาที่คุณต้องการ รอยเชื่อมมีความชัดเจนและสวยงาม

วิดีโอ
ข้อมูลจำเพาะ
เครื่องจักร
| ชื่อผลิตภัณฑ์ | ProMIG-500SYN DPulse |
| กระบวนการเครื่องจักร | SMAW GMAW FCAW GMAW-P GMAW-HDP GMAW-HSP |
| เครื่องป้อนลวด | 4-Rollers |
น้ำหนักและขนาดของสินค้า
| ขนาด(L*W*H):เครื่อง | 950x460x1080 มม. |
| ขนาด (L * W * H):เครื่องป้อนลวด | 710x350x500 มม. |
น้ำหนักสุทธิ : เครื่อง | 66.5KG |
น้ำหนักสุทธิ : ตัวป้อนลวด | 15KG |
ข้อกำหนดพื้นฐาน
| แรงดันไฟหลัก (V) | 3PH~400V±15%(50/60Hz) |
| ความจุกำลังโหลดสูงสุด | 25.18KVA |
| รอบการทำงานที่ได้รับการจัดอันดับที่ 40 ℃ (105 ℉): 60% | 500A/39V |
| รอบการทำงานที่ได้รับการจัดอันดับที่ 40 ℃ (105 ℉):100% | 400A/31.5V |
แรงดันไฟฟ้าวงจรเปิด | 70V~80V |
ตัวประกอบกำลัง | 0.87 |
ประสิทธิภาพ | 89% |
หน่วยป้อนลวด | 4 ลูกกลิ้ง |
ความเร็วในการป้อนลวด | ~25m / นาที |
ความจุม้วนลวด | 300 มม. (15 กก.) |
สายไฟ φ (มม.): Fe | 0.8~1.6mm |
สายไฟ φ (มม.): Alu | 1.0~1.6mm |
สายไฟ φ (มม.): Flux-cored | 0.8~1.6mm |
คุณยังอาจต้องการ

ปืนกดดึง

รีโมท

เสื้อเชื่อม

หมวกกันน็อคงานเชื่อมระดับพรีเมียม



