TOPWELL เครื่องเชื่อมอาร์คและเครื่องตัดพลาสมารุ่น TOPWELL STC-205AC / DC อลูมิเนียมมืออาชีพ 4 in 1ac / dc / mix TIG + MMA arc





| หุ้น | |
|---|---|
| แคตตาล็อกสินค้า | สินค้าทั้งหมด |
| English details | TOPWELL Multi-function arc welding ac dc tig and plasma cutting machine STC-205AC/DC |
| แบรนด์ | TOPWELL |
| ข้อมูลจำเพาะของสินค้า | TOPWELL เครื่องเชื่อมอาร์กเชื่อมต่อหลายรูปแบบ ac d |
| แรงดันไฟฟ้าอินพุตที่กำหนด | 1PH ~ 110V / 230V ± 15% |
| จัดอันดับการส่งออก | 200A / 18V |
| แรงดันไฟฟ้าที่เปิดวงจรสูงสุด | 5.63KVA |
| effiency | 80% |
| การประกัน | รับประกัน 1 ปี |
| ขนาด | 410x190x305mm |
| น้ำหนัก | 25.7KG |
| ราคาต่อหน่วย | US $ 2 / piece |
| ดาวน์โหลด |
/ FEATURES
รายละเอียดด่วน
- การประยุกต์ใช้:
- การประชุมเชิงปฏิบัติการเกี่ยวกับการผลิตโลหะ
- อู่ต่อเรือและอุตสาหกรรมนอกชายฝั่ง
- อุตสาหกรรมเคมีและกระบวนการ
- การเชื่อมด้วยกลไก
- การซ่อมแซมและบำรุงรักษาตัวถังรถยนต์
- กระบวนการ:
- DC TIG (GTAW)
- AC TIG (GTAW)
- การตัดพลาสม่า
- Stick (SMAW)
- กำลังอินพุต: 230V หรือ 115 / 230V, 1 เฟส
- ช่วงแอมป์: TIG: 5A-205A;
- PAC: 20A-50A; MMA: 10A-160A;
- เอาท์พุทที่ได้รับการจัดอันดับที่ 40 ℃ (104 ℉):
- TIG: 200A ที่ 18V @ 60% Duty Cycle
- PAC: 50A ที่ 100V @ 60% Duty Cycle
- MMA: 160A ที่ 26.4V @ 60% Duty Cyc
- น้ำหนัก: 25.7 กก
มุมมองทั่วไปของแผงควบคุม
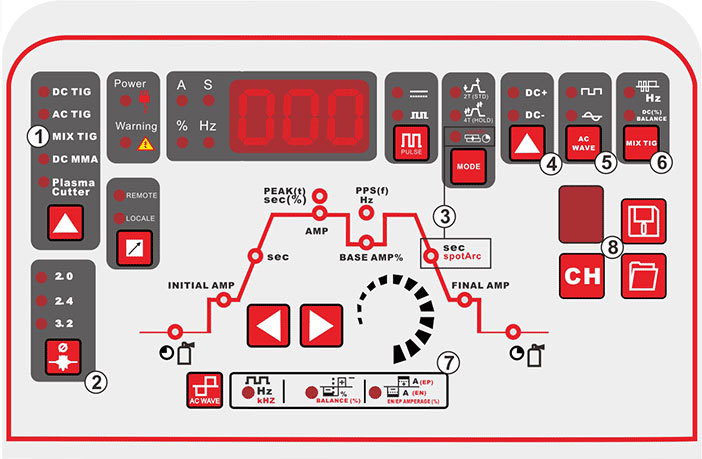
ขั้นตอนการดำเนินการ
ในรอบเวลาที่ผสมกับเอาท์พุท EN / EP
(AC TIG) และเอาต์พุต EN (DC TIG)
2.Electrode Dia การเลือก
3. โหมดการเชื่อมแบบสปอต
4.DC +/-
แปลงสัญญาณเอาต์พุตเริ่มต้นที่
กระบวนการ AC TIGประเภทคลื่น 5.AC
6.MIX TIG BALANCE และ MIX TIG FREQUENCY
Advanced Squarewave
คลื่นสามเหลี่ยม
7. ระบบควบคุม Wave Wave:
การควบคุมความถี่ AC
ควบคุมความสมดุลของกระแสไฟ AC
การควบคุมแอมป์เอซีอิสระมุมมองทั่วไปของแผงควบคุม (ต่อ)
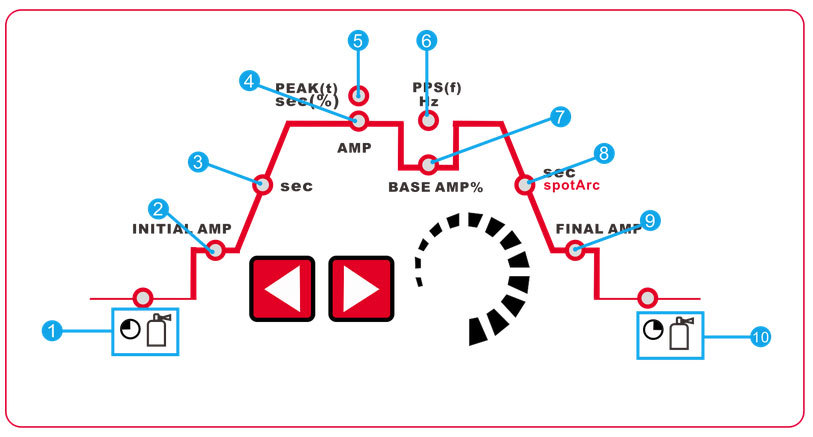
1.Gas เวลาก่อนการไหล (TIG)
ช่วงการตั้งค่าที่แน่นอน 0.1 วินาทีถึง 5.0 วินาที (เพิ่มขึ้น 0.1 วินาที)
2.Ignition current (TIG)
ร้อยละของกระแสหลัก
4T (ถือ)
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
3. ความลาดชันของเวลา (TIG)
ช่วงการตั้งค่า: 0.00 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)
สามารถตั้งค่าระยะเวลาความลาดชันได้แยกต่างหาก
สำหรับ non-latched และ latched
4. กระแสไฟฟ้าหลัก (TIG) / ชีพจร cuttent
I min to max (เพิ่มทีละ 1 A)
สารกัดกร่อนหลัก (MMA)
I min to I max (เพิ่มทีละ 1 A)
เวลา 5.Pulse
ช่วงการตั้งค่าพัลส์เซส: 0.01 วินาทีถึง 9.99 วินาที (เพิ่มขึ้น 0.01 วินาที)
TIG pulses
เวลาชีพจรใช้กับ
เฟสหลักที่ตัด (AMP) สำหรับพัลส์
TIG AC พิเศษ
เวลาชีพจรใช้กับเฟส AC สำหรับ AC พิเศษ6.Pulse break time
ช่วงการตั้งค่าการแบ่งพัลส์: 0.01 ถึง 9.99 วินาที
(เพิ่มขึ้น 0.01 วินาที)
TIG pulses
เวลาพักพัลส์ใช้กับ secondary
เฟสปัจจุบัน (AMP%)
TIG AC พิเศษ
เวลาชีพจรใช้กับเฟส AC สำหรับ AC พิเศษ
7. ชีพจรปัจจุบัน (TIG) / pulse pulse pause current
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
ร้อยละของกระแสหลัก
8.Down-slope time (TIG)
0.00 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)
ระยะเวลาในการลาดลงสามารถตั้งค่าแยกกันได้
สำหรับ non-latched และ latched
9.End-crater current (TIG)
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
ร้อยละของกระแสหลัก
10.Gas เวลาหลังการไหล (TIG)
ช่วงการตั้งค่า: 0.1 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)MIX TIG Control
คุณลักษณะของ MIX TIG:
AC ปัจจุบันสามารถได้รับการกวาดล้างที่ดีมากและ
DC ปัจจุบันสามารถเจาะลึก ใช้
MIX TIG เราจะได้รับ Arc Concentration ที่ยอดเยี่ยม,
สามารถดำเนินการเชื่อมที่ดีเยี่ยม
จากแผ่นหนาบาง ๆ
1) ลักษณะการเชื่อมที่ดีเจาะลึก
2) Excellet Arc Concentration ..
3) ลดการใช้อิเล็กโทรดได้อย่างมาก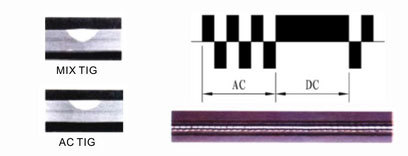
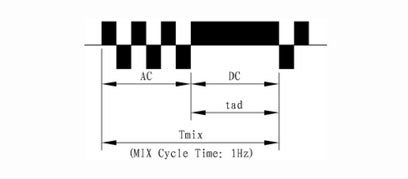
MIX TIG Frequency (Hz):
ช่วงเวลาของ MIX
TIG ใน 1 วินาที ช่วงการปรับ: 0.1-10Hz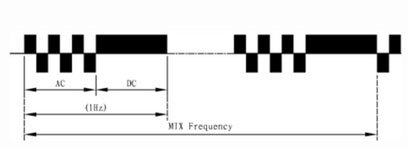
MIX TIG ยอดคงเหลือ (DC)%:
ยอดคงเหลือ DC (%) = (tad / Tmix) x 100
MIX TIG Frequency (Hz):

การควบคุมความถี่ AC ควบคุม
ความกว้างของตัวควบคุมความกว้างของ
กรวยโค้งเพิ่มกำลังความถี่ AC
ให้โค้งที่เน้นมากขึ้นด้วย
การควบคุมทิศทางที่เพิ่มขึ้นหมายเหตุ: การลดความถี่ AC
นุ่มโค้งและขยาย
เชื่อมบ่อสำหรับลูกปืนเชื่อมที่กว้างขึ้น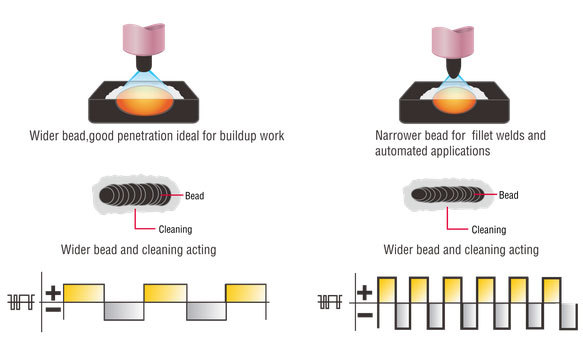

ควบคุมความสมดุลของกระแสไฟ AC
ควบคุมการทำความสะอาดอาร์ก
การปรับค่า% EN ของคลื่น AC
ควบคุมความกว้างของการแกะสลัก
บริเวณรอบ ๆ รอยเชื่อมหมายเหตุ: ตั้งค่าตัวควบคุม AC Balance
สำหรับการทำความสะอาดส่วนโค้งที่เพียงพอ
ที่ด้านข้างและด้านหน้าของรอยเชื่อม
บ่อ. สมดุล AC ควรจะปรับ
ปรับตามวิธีหนักหรือ
eoxides หนาเป็น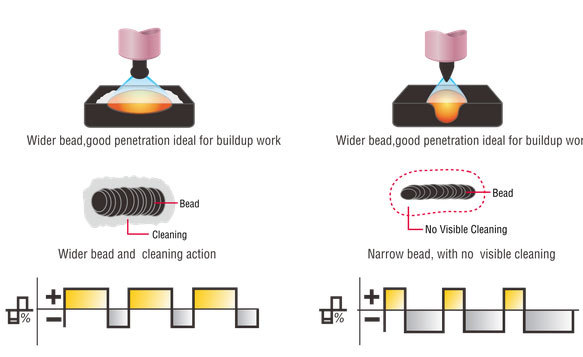

การควบคุมแอมป์เอซีอิสระ
ช่วยให้สามารถใช้กระแสไฟฟ้า EN และ EP ได้
ค่าที่จะรุกล้ำอย่างอิสระ
ปรับอัตราส่วน EN เป็น EP
แอมแปร์เพื่อควบคุมความร้อนได้อย่างแม่นยำ
แอมแปร์แอ็ปเปิ้ลควบคุมระดับของ
penetration ในขณะที่กระแสไฟฟ้าของ EP
มีผลต่อการทำความสะอาดส่วนโค้ง
การกระทำพร้อมกับยอดคงเหลือ AC
ควบคุม.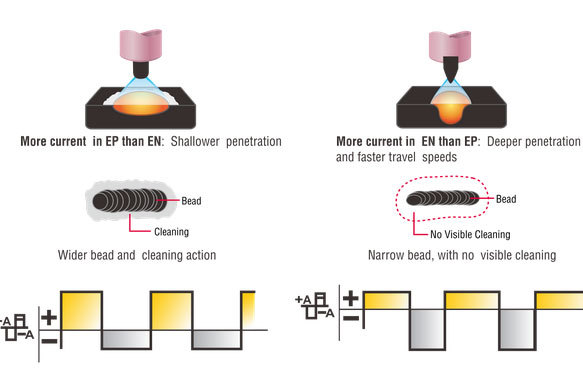
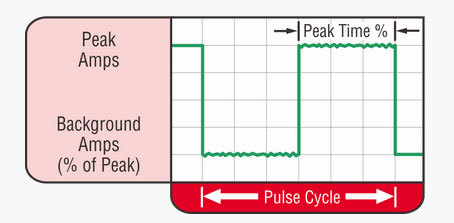
DC TIG-Pulse
DC TIG-Pulse Control ความเร็วสูง
• PPS ต่อวินาที (Hz): DC = 0.1 - 5,000 PPS
•% ON -% Peak Time: 5 - 95% (ควบคุมระยะเวลาระหว่างรอบชีพจรแต่ละครั้งที่ค่ากำลังไฟฟ้า PEAK)
• Amps พื้นหลัง: 5 - 99% (ตั้งค่าแอมแปร์ต่ำชีพจรเป็น% ของ Peak Amps)CONIGER PULSED TIG
HIGH SPEED PULSED TIG
โดยปกติตั้งแต่ 1 ถึง 10 PPS ให้ความร้อนและ
เย็น effecton บ่อเชื่อมและสามารถลด
การบิดเบือนโดยการลดค่าเฉลี่ยของแอมแปร์ นี้
ความร้อนและความเย็นยังก่อให้เกิด adistinct
ระลอกคลื่นในลูกปืนเชื่อม ความสัมพันธ์
ระหว่างความถี่ชีพจรและความเร็วในการเดินทางจะเป็นตัวกำหนด
ระยะห่างระลอกคลื่น สามารถกดกระเพื่อมได้ช้า
นอกจากนี้ยังได้รับการประสานงานกับการเติมโลหะและ
สามารถเพิ่มการควบคุมโดยรวมของบ่อเชื่อม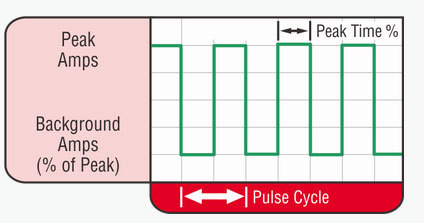
เกินกว่า 40 PPS, Pulsed TIG จะเพิ่มมากขึ้น
เสียงมากกว่าที่เห็นได้ทำให้เกิดบ่อที่เพิ่มขึ้น
ความวุ่นวายสำหรับโครงสร้างจุลภาคที่ดีขึ้นดันกระแสเชื่อมที่ความเร็วสูง - ระหว่าง
Peak สูงและค่าแอ็ตทริบิวต์พื้นหลังต่ำ -
นอกจากนี้ยังสามารถหดตัวและเน้นส่วนโค้งได้ด้วย
เสถียรภาพสูงสุดของส่วนโค้ง, การเจาะที่เพิ่มขึ้นและ
เพิ่มความเร็วในการเดินทาง (Common Range: 100-500PPS) ผลกระทบของ Arc-Sharpening ของความเร็วสูง
การกระตุ้นจะขยายไปสู่มิติใหม่ ความสามารถ
เพื่อชีพจรที่ 5,000 PPS ต่อช่วยเพิ่มเสถียรภาพทางโค้ง
และศักยภาพในการกระจุกตัวซึ่งเป็นสิ่งจำเป็นCUT PERFORMANCE

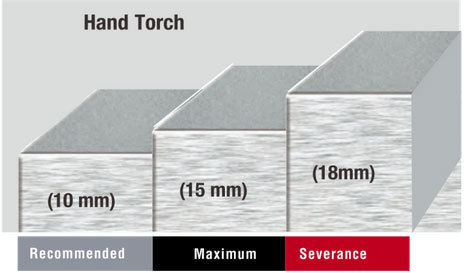
กำลังตัดขนาดใหญ่ในชุดขนาดเล็ก -
อุตสาหกรรมพกพาและมีประสิทธิภาพมากที่สุด
เครื่องตัดพลาสมา 40 แอมป์มีขนาด 10 มม.
ตัดเหล็กอ่อน หน่วยงานนำเสนอได้ง่าย
เชื่อมต่อกับอินพุท 115V หรือ 230V ด้วย
เทคโนโลยี Auto-Line และอะแดปเตอร์ MVPคะแนน Cut @ Maximum Cut @ ตัดแบ่ง @ 0.50 เมตร / นาที 0.25 เมตร / นาที 0.12 m / min / ข้อมูล จำเพาะ
ข้อกำหนดทางเทคนิค
หมายเลขสินค้า STC-205AC / DC แรงดันไฟฟ้าอินพุตที่กำหนด 1PH ~ 110V / 230V ± 15% แม็กซ์ กำลังโหลดไฟฟ้า TIG: 5.63KVA MMA: 6.60KVA PAC: 8.20KVA วัฏจักรหน้าที่ดีเด่น (40 ℃) 60% TIG: 200A / 18V MMA: 160A / 26.4V PAC: 50A / 105V 100% TIG: 160A / 16.4V MMA: 130A / 25.2V PAC: 40A / 100V ขอบเขตกระแส / แรงดันไฟฟ้าในการเชื่อม TIG: 5A / 10.2V ~ 200A / 18V MMA: 10A / 20.4V ~ 160A / 26.4V PAC: 20A / 90A ~ 50A / 105V แรงดันไฟฟ้าวงจรเปิด วีค: 70V ~ 80V 290V 260V ~: PAC Power Factor 0.8 อย่างมีประสิทธิภาพ 80% TIG ชีพจร Peak Current ปัจจุบัน 5A ~ 200A ฐานปัจจุบัน 5A ~ 200A ความถี่ Pulse 200Hz 0.2Hz ~ ความกว้างพัลส์ (อัตราส่วน) 1 ~ 100% AC TIG ช่วงความถี่ AC 250Hz 20Hz ~ ความกว้าง AC ทำความสะอาด (ยอดคงเหลือ AC) + 40 ~ -40 อัตราส่วนความสะอาด AC (AC Bias)% + 30 ~ -50 MIX TIG ความถี่ MIX: 0.1Hz ~ 5Hz ยอดคงเหลือ DC: (%) 20-80 Arc เริ่มต้นปัจจุบัน 5A ~ 200A กระแสเติมปล่องควัน 5A ~ 200A เวลาขึ้นบนพื้นลาดชัน 0.1s 15S ~ เวลาดาวน์ไทม์ปัจจุบัน 0.1s 15S ~ เวลาก่อนปล่อยแก๊ส 0.1s 15S ~ เวลาการไหลของแก๊ส 0.1s 15S ~ Spot Arc Time 0.1s 10S ~ วีค Arc Force 10A ~ 160A เวลาเริ่มต้นร้อน 10A ~ 160A Hot Start Current ปัจจุบัน 0.1 ~ 3S PAC ความดันอากาศที่ต้องการ 0.3 ~ 0.5MPa เวลาการไหลของก๊าซธรรมชาติ / การหน่วงเวลา 1S 15S ~ คุณภาพการตัดความหนา (500 มม. / นาที) 12mm ตัดความหนา (125 มม. / นาที) 22mm ขนาด (LxWxH) 410x190x305mm น้ำหนัก (กิโลกรัม) 25.7 กก / อุปกรณ์ เสริม
สำหรับอุปกรณ์มาตรฐานสำหรับอุปกรณ์เสริม/ แหล่งข้อมูล
/ เอกสาร














