Topwellwelders เคล็ดลับ: หลีกเลี่ยงการบิดเบือนการเชื่อมบนแผ่นบาง ๆ
เราสามารถทำอะไรเพื่อป้องกันชิ้นส่วนที่บิดเบี้ยวหลังการเชื่อม
Q: เมื่อเราเชื่อมบนแผ่นโลหะบางหรือสแตนเลสชิ้นส่วนมักจะจบลงด้วยการบิดเบี้ยว เราพยายามยึดชิ้นส่วนทั้งหมดไว้ก่อนที่จะเชื่อม เมื่อถอดที่จับยึดชิ้นส่วนจะงอ เราสามารถทำอะไรเพื่อป้องกันชิ้นส่วนที่บิดเบี้ยวหลังการเชื่อม
ตอบ: ช่างเชื่อมทุกคนต้องเผชิญกับปัญหาเรื่องความผิดเพี้ยนของการเชื่อมในครั้งเดียว ชิ้นส่วนเริ่มต้นตรงและสี่เหลี่ยมและหลังจากการเชื่อมส่วนที่ทำเสร็จจะบิดเบี้ยว วัสดุทินเนอร์อ่อนแอมากขึ้นเนื่องจากมีความแข็งน้อย เหล็กกล้าไร้สนิมมีความอ่อนไหวมากขึ้นเนื่องจากมีการขยายตัวทางความร้อนที่มากขึ้นและการนำความร้อนต่ำกว่าเหล็กกล้าคาร์บอน
ก่อนอื่นเรามาดูกันว่าเหตุใดการบิดเบือนจึงเกิดขึ้น โลหะเชื่อมถูกวางที่อุณหภูมิสูงกว่าจุดหลอมเหลวของวัสดุ สำหรับเหล็กนี้อยู่ที่ประมาณ 2,500 ° F (1,370 ° C) เนื่องจากอุณหภูมิของห้องเย็นตัวลง แต่จะถูกหดตัวจากการทำเช่นนี้โดยใช้โลหะฐานเย็นที่อยู่ใกล้เคียงส่งผลให้เกิดความเค้นแรงดึงสูง ตอนนี้เชื่อมเป็นแถบยางยืดแล้วโดยมีชิ้นงานจับปลาย นี่คือเหตุผลที่โลหะฐานเคลื่อนหรือสปริงกลับเมื่อยึดชิ้นส่วนยึดชิ้นงานบิดเบี้ยวชิ้นส่วน
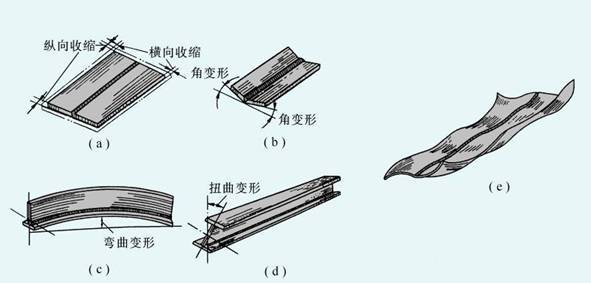
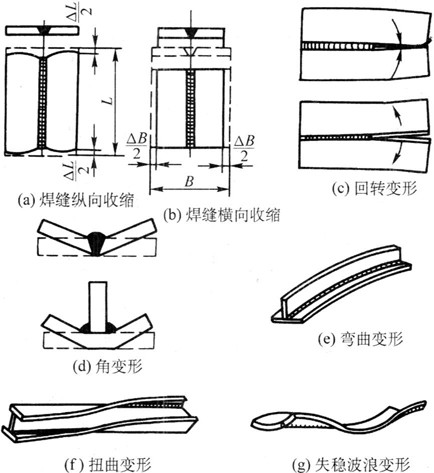
เมื่อเชื่อมประสานไปทั่วความกว้างของมันจะทำให้เกิดรอยเชื่อมร่อง "ปีกขึ้น" หรือรอยเชื่อมเนื้อเพื่อปิดผนึก เมื่อเชื่อมประสานไปตามความยาวของมันทำให้โลหะฐานหมุนไปรอบ ๆ รอยเชื่อม
เพื่อลดความผิดเพี้ยนของการเชื่อมการออกแบบและเชื่อมควรได้รับการจัดการ ไม่สามารถป้องกันการหดตัวของรอยเชื่อมได้ แต่สามารถควบคุมได้ เหล่านี้เป็นขั้นตอนที่แนะนำสำหรับการลดการบิดเบือนการเชื่อม
1. หลีกเลี่ยงการ overwelding - ยิ่งเชื่อมมากยิ่งขึ้นการหดตัว การปรับขนาดของรอยเชื่อมอย่างแม่นยำไม่เพียง แต่ช่วยลดการบิดเบือนเท่านั้น แต่ยังประหยัดโลหะและเวลาในการเชื่อม
2. การเชื่อมแบบไม่ต่อเนื่อง - เพื่อลดปริมาณโลหะเชื่อมให้ใช้รอยเชื่อมเป็นระยะ ๆ แทนรอยเชื่อมที่ต่อเนื่องถ้าเป็นไปได้
3. รอยเชื่อมแบบหลวม ๆ - จำนวนการส่งผ่านขนาดใหญ่ที่น้อยลงส่งผลให้เกิดการบิดเบือนน้อยกว่าจำนวนที่มากขึ้นของการผ่านขนาดเล็กที่มีขั้วไฟฟ้าขนาดเล็ก การหดตัวสะสมจากการเชื่อมผ่านแต่ละครั้ง
4. เชื่อมรอยเชื่อมไว้ใกล้กับแกนกลางหรือศูนย์กลางของชิ้นส่วน - การบิดเบือนจะลดลงโดยให้แรงน้อยลงสำหรับแรงหดตัวเพื่อดึงแผ่นออกจากแนวเดียวกัน
5. เชื่อมประสานระหว่างแกนกลางกับแกนกลาง - การเชื่อมบนแผ่นทั้งสองด้านของแผ่นจะชดเชยแรงหดตัวหนึ่งไปอีกทางหนึ่งเพื่อลดความผิดเพี้ยน
6. ใช้เทคนิคการเชื่อมต่อแบบ backstep - ในเทคนิค backstep ความคืบหน้าของการเชื่อมทั่วไปอาจถูกตัดทิ้งไปทางขวา แต่ส่วนของลูกปัดแต่ละตัวจะถูกฝากจากขวาไปซ้าย ในฐานะที่เป็นส่วนลูกปัดวางขอบอุ่นจะขยายตัวซึ่งจะแยกจานชั่วคราวที่ B. เมื่อความร้อนเคลื่อนออกไปทั่วแผ่นไปยัง C การขยายตัวไปตามขอบด้านนอก CD นำแผ่นกลับมารวมกัน การแยกนี้เด่นชัดมากที่สุดในฐานะลูกปัดเม็ดแรก เม็ดลูกปัดต่อเนื่องแผ่นจานจะขยายตัวได้น้อยลงเนื่องจากมีความยับยั้งชั่งใจจากรอยเชื่อมก่อนหน้า
7. การรีสตาร์ทชิ้นส่วน - การตั้งค่าชิ้นส่วนก่อนการเชื่อมอาจทำให้การหดตัวของคุณลดลง จำนวนที่ต้องตั้งล่วงหน้าสามารถกำหนดได้จากรอยเชื่อมทดลอง
8. เชื่อมต่อกับลำดับการเชื่อม - ลำดับ การเชื่อมที่วางแผนไว้อย่างดีคือการวางโลหะเชื่อมที่จุดต่างๆของชุดประกอบเพื่อให้โครงสร้างที่หดตัวในที่เดียวช่วยลดแรงเสียดทานของรอยเชื่อมที่ทำไว้แล้ว ตัวอย่างของการนี้คือการเชื่อมสลับกันทั้งสองด้านของแกนกลางในการทำให้ร่องเจาะร่องร่องร่วมที่สมบูรณ์แบบในข้อต่อก้น
9. ล็อค - จับยึดจับยึดและส่วนยึดที่ล็อคชิ้นส่วนไว้ในตำแหน่งที่ต้องการและถือไว้จนกว่าการเชื่อมเสร็จสิ้นอาจเป็นวิธีที่ใช้กันอย่างแพร่หลายเพื่อควบคุมการบิดเบือนในส่วนประกอบหรือส่วนประกอบขนาดเล็ก แม้ว่าจะมีการเคลื่อนไหวหรือบิดเบือนหลังจากที่ส่วนที่เชื่อมออกจากจุกหรือที่จับแล้วจะลดลงเมื่อเทียบกับจำนวนการเคลื่อนไหวที่อาจเกิดขึ้นหากไม่มีการยับยั้งชั่งใจในระหว่างการเชื่อม
10.Peening - Peening เชื่อมประสานลูกปัดเหยียดและบรรเทาความเครียดที่เหลือ อย่างไรก็ตามการเพาะเมล็ดต้องใช้อย่างระมัดระวัง ยกตัวอย่างเช่นลูกปัดรากไม่ควรเปียกเนื่องจากความเสี่ยงที่เพิ่มขึ้นในการปกปิดหรือทำให้เกิดรอยร้าว นอกจากนี้ยังไม่ได้รับอนุญาตให้เพ่งตาขาดในการผ่านขั้นสุดท้ายเนื่องจากสามารถครอบคลุมรอยแตกและขัดขวางการตรวจจับภาพได้ ก่อนที่จะมีการใช้งานในงานควรได้รับการอนุมัติทางวิศวกรรม
11.Thermal stress resieving - อีกวิธีหนึ่งในการกำจัดแรงหดตัวคือการลดความเครียดด้วยความร้อนเช่นการควบคุมความร้อนของรอยเชื่อมให้มีอุณหภูมิสูงขึ้นตามด้วยการควบคุมความเย็น