GMAW (MIG) คำแนะนำในการเชื่อมอลูมิเนียม
ความหนาของวัสดุที่สามารถเชื่อมด้วยกระบวนการ Mig บนอะลูมิเนียมเป็น 14 Ga และหนักกว่า (หนักแค่ไหนขึ้นอยู่กับกำลังการผลิตของช่างเชื่อมที่ใช้) กับ MIG weld aluminum thinner กว่า 14 Ga (.074 ") อาจจำเป็นต้องใช้อุปกรณ์เชื่อม MIG หรือ AC TIG แบบพิเศษเช่นกัน - การกำจัดสารหล่อลื่นจากอลูมิเนียม วัสดุหลักอาจจำเป็น
นี้ทำดีที่สุดกับตัวทำละลาย ปรึกษากับผู้จัดจำหน่าย Miller Welding ในประเทศของคุณเพื่อขอคำแนะนำ
การกำจัดออกไซด์ควรทำหลังจากล้างไขมัน ควรทำด้วยแปรงลวดสเตนเลส นี้สามารถทำได้ด้วยแปรงลวดมือหรือด้วยแปรงลวดถ้วย หากใช้แปรงลวดให้หมุน RPM'S และแรงกดต่ำเพื่อลดรอยเปื้อนพื้นผิวของวัสดุซึ่งอาจทำให้เกิดสิ่งสกปรกและสิ่งสกปรกใต้พื้นผิวได้ ควรใช้แปรงลวดที่ใช้กับอลูมิเนียมเท่านั้นเพื่อป้องกันไม่ให้วัสดุปนเปื้อนปนเปื้อน
ติดต่อผู้แทนการเชื่อมโลหะหรือผู้แทนโลหะอลูมิเนียมเพื่อขอคำแนะนำเกี่ยวกับโลหะผสมลวดที่เหมาะกับงานของคุณ ทำความรู้จักกับโลหะผสมของอลูมิเนียมพื้นฐานของคุณและเงื่อนไขที่ว่าชิ้นส่วนที่เสร็จสิ้นจะต้องผ่านการทดสอบ สายป้อนอลูมิเนียมที่พร้อมใช้งานมากที่สุด 2 ชิ้นคือ ER4043 และ ER5356
เทคนิคการเชื่อม
สอดตัวยึดสกรูไปยังแกนบวกบนแหล่งจ่ายไฟ
สำหรับอลูมิเนียมเชื่อม MIG คุณจำเป็นต้องใช้มุมผลักดัน 10 ถึง 15 องศา (ปลายและหัวฉีดชี้ไปในทิศทางของการเดินทาง) (ดูรูปที่ 1)
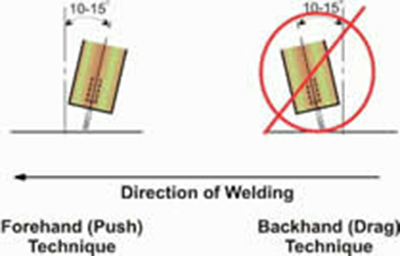
รูปที่ 1: เทคนิคปืน
การดึงหรือใช้มุมลากจะก่อให้เกิดรอยเชื่อมที่สกปรกและมีรูพรุนเนื่องจากไม่มีการครอบคลุมก๊าซ
การถ่ายเทสเปรย์เป็นแบบที่ต้องการในการถ่ายโอนโลหะสำหรับเชื่อมอลูมิเนียม การถ่ายเทสเปรย์เป็นการถ่ายโอนหยดโลหะหลอมเหลวอย่างราบรื่นจากจุดสิ้นสุดของขั้วไฟฟ้าไปยังถังที่หลอมละลาย ละอองที่ข้ามเส้นโค้งมีขนาดเส้นผ่าศูนย์กลางน้อยกว่าขั้วไฟฟ้า ไม่มีการลัดวงจรในการถ่ายเทสเปรย์ ด้วยอัตราการสเปรย์การถ่ายเทสเปรย์อัตราการเคลือบผิวและประสิทธิภาพค่อนข้างสูง ส่วนโค้งมีความราบรื่นมั่นคงและแข็งและเม็ดเชื่อมมีลักษณะที่ดีและมีการล้างที่ดีด้านข้าง ในการถ่ายเทสเปรย์จะใช้ความร้อนเป็นจำนวนมากซึ่งจะสร้างสระเชื่อมขนาดใหญ่ที่มีการเจาะที่ดีซึ่งอาจเป็นเรื่องยากที่จะควบคุมและไม่สามารถใช้กับวัสดุที่บางกว่า 14 ก. การถ่ายโอนนี้จะทำให้เกิดเสียงดังสนั่นและไม่กระเด็นออกมา
การถ่ายโอนอลูมิเนียมแบบสั้นทำให้เกิดการทำความสะอาดที่ไม่ดีการเชื่อมต่อที่ไม่ดีที่ขอบของรอยเชื่อมและการกระเด็นและควันมากเกินไป - รักษาปลายเพื่อให้ทำงานได้ไกลและมีปลายด้านบนประมาณ 1/8 นิ้วด้านใน (ดูรูปที่ 2)
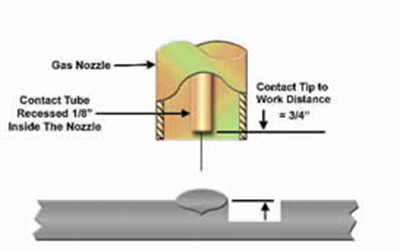
รูปที่ 2: บริเวณปืนและพื้นที่เชื่อม
ความร้อนสะท้อนและบ่อเชื่อมที่มีอยู่เมื่ออลูมิเนียมเชื่อม MIG ร้อนมาก ถือปลายทิปใกล้กว่านี้อาจนำไปสู่การเผาไหม้ลวดกลับไปที่ปลายสัมผัสและปัญหาการป้อนอาหารอื่น ๆ
ก๊าซป้องกันที่พบมากที่สุดสำหรับอลูมิเนียมเชื่อม MIG คืออาร์กอน 100% อัตราการไหลของ 20 ถึง 30 CFH (ลูกบาศก์ฟุตต่อชั่วโมง) เป็นที่ยอมรับได้ ไม่ยอมรับส่วนผสม C25 หรืออาร์กอน CO 2
หลีกเลี่ยงการทอลูกปัดขนาดใหญ่บนอลูมิเนียม หากต้องการเชื่อมรอยเชื่อมขนาดใหญ่เม็ดลูกปัดแบบตรงหลายตัวจะให้รูปลักษณ์ที่ดีขึ้นและมีโอกาสน้อยที่จะเกิดการเจียระไนที่เย็นลงทำให้เกิดการเผาไหม้และข้อบกพร่องในการเชื่อมอื่น ๆ
จำเป็นที่จะต้องเพิ่มความเร็วในการเดินทางด้วยไฟฉายขณะที่วัสดุหลักเริ่มร้อนขึ้นในระหว่างการเชื่อม
ระดับความสามารถของผู้ปฏิบัติงานชนิดของข้อต่อพอดีและตำแหน่งรวมทั้งแหล่งจ่ายไฟเชื่อมจะมีผลต่อการเชื่อมของอลูมิเนียมและความสำเร็จของคุณ
ปัญหาทั่วไป / การแก้ไขปัญหา
Burn-Through (ละลายผ่าน) ที่เกิดจากความร้อนสูงกว่าวัสดุฐาน
1. เพิ่มความเร็วในการเดินทาง สร้างรอยเชื่อมที่สั้นลง
2. เคลื่อนไปรอบ ๆ ส่วนหนึ่งกระจายความร้อนออก
3. ใช้วัสดุหนาหรือเปลี่ยนการออกแบบร่วมกันหรือกระบวนการเชื่อมให้กับ AC TIG
4. ลด / ลดช่องว่าง
รอยสกปรก
1. ใช้มุมผลักแทนการลากเทคนิค
2. เพิ่มแรงดันไฟฟ้าในการถ่ายเทสเปรย์
3. ใช้เทคนิคการทำความสะอาดฐานโลหะที่เหมาะสม (Stainless Steel Brush)
4. ตรวจสอบก๊าซป้องกันและชนิดของโลหะผสมที่เหมาะสม
ไม่สามารถตั้งค่าเครื่องได้ถูกต้อง
1. ตรวจสอบฝาครอบด้านในของช่างเชื่อมเพื่อให้สามารถตั้งค่าเริ่มต้นได้ดีและปรับแต่งตามความต้องการของคุณ
2. สั่งซื้อ MIG Calculator Part # 086446 สำหรับการตั้งค่าเริ่มต้นที่ดี
ลวดไหม้กลับไปสัมผัสปลายระหว่างหรือที่ส่วนท้ายของรอยเชื่อม
1. รักษาปลายเพื่อทำงานห่าง
2. ตรวจสอบเพื่อให้แน่ใจว่าขนาดของปลายสัมผัส, ม้วนของไดรฟ์และสายปืนตรงกับเส้นผ่าศูนย์กลางของลวดที่คุณใช้อยู่
ลวด 'รังนก' (กองขึ้น) ในด้านหน้าของคู่มือการไหลเข้า Inlet
1. ตรวจสอบและปรับความตึงของม้วนไดรฟ์
2. ตรวจสอบเพื่อให้แน่ใจว่าไดรฟ์ตรงกับเส้นผ่าศูนย์กลางของเส้นลวด
3. เปลี่ยนหัวพิมพ์หากมีปัญหา
4. ตรวจสอบการปรับความดันบนศูนย์กลางสกรูนึ่งอลูมิเนียม